TONDELLI PIZZICATI
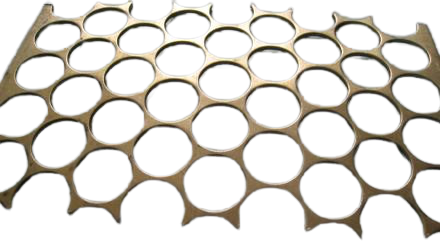
Come abbiamo visto, i tondelli vengono ricavati da lunghe lastre di metallo che vengono perforate da un apposito macchinario denominato “pressa punzonatrice”, creando dei dischetti metallici circolari. Le lastre perforate (cfr. immagine qui sotto) che escono dalla pressa (cd. “cesaglie”) vengono poi a loro volta spezzate in piccoli frammenti e inviate nuovamente alle fornaci per essere fuse e riutilizzate.
Come intuitivo, le lastre di metallo arrotolate in voluminose bobine sono molto lunghe e quindi molto pesanti. Pertanto, la pressa deve essere dotata di una forza propulsiva considerevole, tale da far scorrere in avanti tali lastre con la dovuta precisione e velocità.
 |
| Cesaglia con fori “accavallati” |
Infatti, la pressa è dotata di potenti motori che, oltre a srotolare, distendere e spingere la lastra, devono anche conferire alla stessa un movimento di tipo “stop and go” (a scatti), affinché la lastra di metallo scorra all’interno della pressa punzonatrice, venga perforata dai punzoni e la porzione di lastra appena forata liberi la zona di perforazione per lasciare spazio ad un’altra porzione di lastra da forare. Al fine di evitare che la lastra di metallo oscilli lateralmente, la pressa è inoltre dotata di apposite guide laterali che mantengono la giusta posizione.
Questo è quello che normalmente accade se tutto va bene. Tuttavia, può succedere che questo processo non funzioni correttamente ed in particolare ciò può avvenire se la lastra di metallo avanza ad una velocità inferiore a quella prestabilita e quindi la perforazione avviene su una porzione di lastra già precedentemente forata. In questo caso i tondelli presenteranno un segmento curvo concavo (cd. tondelli pizzicati curvi). Peraltro, può accadere che la lastra venga perforata a cavallo di due o più fori creando dei tondelli pizzicati curvi doppi o tripli.
Come abbiamo visto, le lastre di metallo prima di essere inserite nella pressa punzonatrice (soprattutto nei modelli più vecchi) devono essere tagliate, per ridurne la larghezza della metà. Al riguardo, nell’operazione di taglio può accadere che il macchinario perda il controllo della lastra di metallo e che la stessa non venga recisa al centro, generando così una lastra con una larghezza inferiore al normale.
Ora, se questa lastra viene inserita nella pressa punzonatrice, le guide laterali non saranno in grado di evitare delle oscillazioni e la lastra potrebbe spostarsi lateralmente facendo sì che i punzoni la trancino a cavallo del bordo, creando dei tondelli con un segmento retto (cd. tondelli pizzicati dritti).
Infine, si segnala un’ulteriore situazione da cui si può verificare questa tipologia di errore. Infatti, come sappiamo, le lastre di metallo vengono ottenute assottigliando dei lingotti grazie ad un macchinario denominato “laminatrice” che attraverso dei pesanti cilindri comprime il metallo fino a portarlo allo spessore desiderato. Queste operazioni di compressione fanno sì che le due estremità della lastra assumano una forma irregolare e certe volte più sottile.
Prima di inserire la lastra all’interno della pressa punzonatrice, la stessa viene tagliata nella parte iniziale per conferirle una forma regolare. Invece, la parte terminale (al centro della bobina) non viene tagliata, in quanto la pressa punzonatrice viene solitamente fermata prima che tale parte terminale finisca nella zona di perforazione.
In certi rari casi, può accadere che ciò non avvenga e che quindi anche tale porzione della lastra finisca sotto i punzoni creando dei tondelli con un segmento dalla forma irregolare (cd. tondelli pizzicati irregolari).
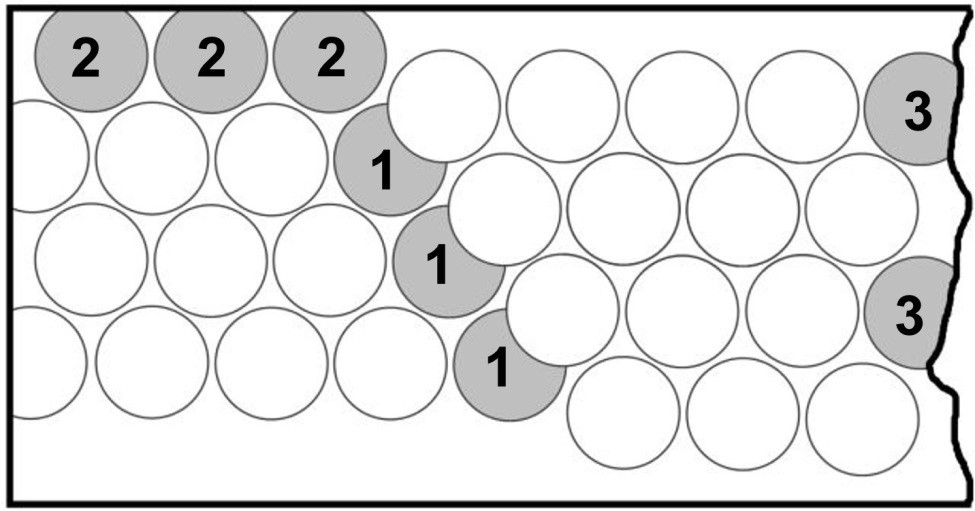 |
| Tondelli pizzicati curvi (n. 1), tondelli pizzicati dritti (n. 2) e tondelli pizzicati irregolari (n. 3) |
Le monete con il tondello pizzicato curvo sono piuttosto comuni, soprattutto nelle ipotesi meno rilevanti, vale a dire dove la porzione di metallo mancante è minima, mentre quelle con il tondello pizzicato dritto sono meno frequenti. Quelle con il tondello pizzicato irregolare sono molto rare.
Al riguardo, si precisa che al fine di misurare la percentuale di porzione mancante, la tecnica più utilizzata consiste nel pesare la moneta e nel verificare la differenza di peso rispetto a quello standard. Pertanto, a titolo esemplificativo, se una moneta pesa ordinariamente 10 grammi e la moneta pizzicata pesa 9 grammi, ci si troverà di fronte ad una moneta pizzicata per il 10% (= (10 – 9) / 10).
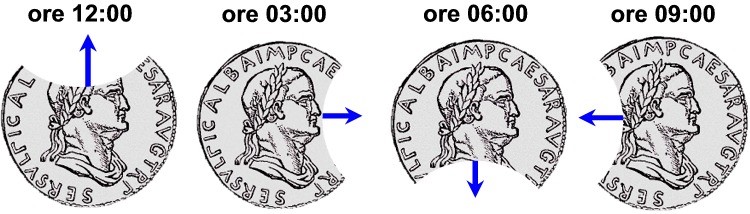
Inoltre, i collezionisti di errori di coniazione identificano solitamente la posizione della zona pizzicata utilizzando le ore di un orologio analogico.
 Le monete pizzicate sono solitamente molto criticate, in quanto si è portati a pensare che siano facilmente “ricreabili” al di fuori della zecca attraverso una tranciatura della moneta con appositi macchinari. Tuttavia, il processo di coniazione delle monete conferisce a questa tipologia di errori delle caratteristiche peculiari che nella maggior parte dei casi consentono di distinguere le monete autentiche da quelle artefatte.
Le monete pizzicate sono solitamente molto criticate, in quanto si è portati a pensare che siano facilmente “ricreabili” al di fuori della zecca attraverso una tranciatura della moneta con appositi macchinari. Tuttavia, il processo di coniazione delle monete conferisce a questa tipologia di errori delle caratteristiche peculiari che nella maggior parte dei casi consentono di distinguere le monete autentiche da quelle artefatte.
La prima caratteristica si può riscontrare in prossimità della zona pizzicata della moneta. Infatti, la presenza di quell’area “incompleta” fa sì che la moneta non aderisca perfettamente alla virola e conseguentemente, per effetto della pressione dei conî, in quella zona il metallo è libero di espandersi e tenderà leggermente a riempire il “vuoto”.
Questo è il motivo per cui le monete che presentano una parte pizzicata non troppo ampia possono apparire come delle monete con una forma quasi “normale”. Pertanto, le monete con una “pizzicatura” perfettamente curva vanno analizzate molto bene e vanno identificati altri elementi distintivi (vedi infra), che ne testimonino la genuinità.
 |
| 1 lira 1955 con pizzicatura diritta |
L’espansione del metallo nella zona pizzicata determina una riduzione della pressione esercitata dai conî e quindi gli elementi della figura vicini a tale zona sono solitamente meno definiti e talvolta lievemente allungati e distorti come si può apprezzare nel centesimo 2002 riportato qui sotto. Si noti la distorsione delle stelle vicino alla “pizzicatura” (collezione Federico Finocchi).

Inoltre, il contorno della zona pizzicata non sarà completamente liscio, ma in parte ruvido ed irregolare. In particolare, nei tondelli pizzicati curvi una parte del contorno della zona pizzicata sarà liscia, mentre un’altra parte sarà granulosa. La parte granulosa corrisponde al lato inferiore della lastra metallica da cui è stato ricavato il tondello (cfr. Figura 135).
 |
| Contorno moneta pizzicata curva |
Infatti, quando il cono di tranciatura della pressa punzonatrice penetra la lastra di metallo, forza il tondello all’interno di un foro posto sulla base su cui scorre la lastra stessa. La pressione esercitata dalla pressa fa sì che il contorno liscio e tagliente del punzone tagli il lato superiore della lastra metallica, mentre la parte inferiore del tondello viene letteralmente “strappata” dalla lastra e spinta dentro il foro della base. La parte “strappata” è quella che genera la zona granulosa, che può essere più o meno ampia.
Nei tondelli pizzicati dritti, il contorno potrà essere invece variabile (liscio, ruvido, granuloso, etc.)[1] a seconda della tecnica con cui la lastra di metallo è stata tagliata. Tuttavia, una delle caratteristiche essenziali è che la zona pizzicata deve essere dritta. Al riguardo, si osserva che nelle monete di più grandi dimensioni, per effetto del loro usuale maggiore spessore, tale zona sarà rigorosamente dritta. Invece, nelle monete più piccole ci potrebbe essere qualche leggera distorsione a causa dell’espansione del metallo dovuta alla pressione esercitata dalla battitura.
Infine, nei tondelli pizzicati irregolari, il contorno pizzicato sarà solitamente molto ruvido e poroso, soprattutto laddove manchi una porzione rilevante del tondello. Talvolta, si possono riscontrare anche delle crepe o delle fessure.
In certi casi, nella fase di orlettatura – operazione successiva alla tranciatura dei tondelli – il bordo del tondello pizzicato curvo può assumere una particolare forma in prossimità della zona tranciata, che non è possibile riprodurre qualora la moneta venga tranciata dopo la sua coniazione.
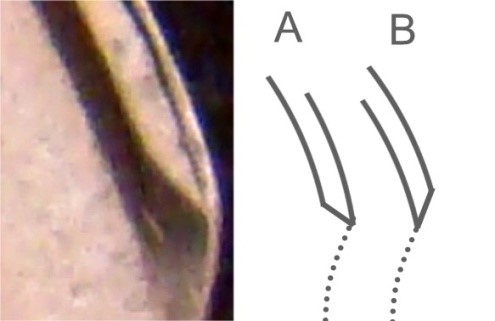 Nello specifico si tratta di una scanalatura verso l’interno al termine del bordo, subito prima dell’area tranciata (cfr. figura A). Va ripetuto che non tutte le monete tranciate originali presentano questa particolare conformazione del bordo.
Nello specifico si tratta di una scanalatura verso l’interno al termine del bordo, subito prima dell’area tranciata (cfr. figura A). Va ripetuto che non tutte le monete tranciate originali presentano questa particolare conformazione del bordo.
Invece, nel caso in cui la moneta fosse tranciata dopo l’operazione di orlettatura, la zone terminale del bordo presenterebbe una scanalatura verso l’esterno (cfr. figura B).
Qualora la moneta tranciata abbia quest’ultima tipologia di bordo, vanno identificate altre caratteristiche peculiari che ne dimostrino la genuinità. Qui sotto è riportato un tondello delle 100 lire I° tipo con una piccola pizzicatura curva dove si può apprezzare la particolare forma “rientrante” del bordo in prossimità della tranciatura.
Un’ulteriore caratteristica che, in certi casi, si può riscontrare in questa tipologia di errore è il cd. effetto Blakesley, che prende il nome dal suo scopritore statunitense ed, in particolare, anche questo effetto sorge all’interno della macchina orlettatrice. Infatti, come abbiamo già analizzato, la macchina orlettatrice esercita una forte pressione sul contorno del tondello, comprimendolo in una specie di morsa, e le sue cavità a forma di “V” portano il bordo ad assumere una forma rialzata.
Ora, nel caso di tondello pizzicato, la macchina orlettatrice non riuscirà ad esercitare la dovuta pressione nella zona pizzicata e ciò implica che il bordo posizionato nel punto diametralmente opposto alla cavità possa non rialzarsi e rimanere piatto.
La presenza dell’effetto Blakesley è garanzia di autenticità della moneta, anche se è bene ribadire che lo stesso non è presente in tutte le monete con questa tipologia di errore. Ad esempio, nei metalli più duttili, la pressione esercitata dai conî può ricreare la porzione di bordo mancante e cancellare questo effetto.
Qui sotto si può apprezzare una moneta da 50 lire del 1978 che presenta una grande pizzicatura curva. Come si può facilmente notare, nella zona della moneta posizionata nella parte opposta a quella della tranciatura c’è una sorta di avvallamento del bordo e la superficie della moneta risulta più porosa; questo è il famoso effetto Blakesley.

Pertanto, prima di acquistare una moneta con questa tipologia di errore, è opportuno verificare la presenza di una o più delle caratteristiche sopra descritte e, laddove non ci siano, è consigliabile consultare un esperto.
Infine, si segnala una particolare variante di questa tipologia di errore: moneta bimetallica con tondello interno pizzicato. Come vedremo, i tondelli bimetallici sono ottenuti attraverso l’unione di due tondelli separati (disco centrale e la corona esterna).
Ora, nel caso in cui il disco centrale presenti una “pizzicatura” curva, dritta o irregolare, la moneta bimetallica presenterà un foro nella zona centrale. Queste monete sono utili per gli studiosi di errori di coniazione perché consentono di analizzare la tecnica di assemblaggio dei due tondelli[2].
Qui sotto si può apprezzare una 500 lire 1988 con pizzicatura curva sul disco interno e una 1000 lire 1998 con pizzicatura dritta sul disco interno

Tondello con tranciatura incompleta
Per quanto riguarda il tondello con tranciatura incompleta, l’errore si verifica nell’ambito della regolazione della profondità di penetrazione della pressa punzonatrice. Infatti, la stessa deve essere regolata per far sì che il punzone penetri nella lastra di metallo ad una profondità tale da poter perforare completamente la lastra e separare il tondello appena tranciato.
Tuttavia, la pressa va regolata con precisione in quanto una penetrazione troppo profonda implicherebbe al punzone un maggior tempo per ritirarsi, impedendo alla lastra di metallo di avanzare per la successiva perforazione, mentre una penetrazione poco profonda implicherebbe una non completa tranciatura del tondello che resterebbe quindi ancorato alla lastra di metallo.
Pertanto, nella fase di regolazione della pressa punzonatrice, la stessa viene solitamente avviata ad una velocità inferiore a quella consueta e sulla parte iniziale della lastra di metallo vengono effettuati dei test per individuare la profondità di penetrazione più appropriata. Naturalmente una volta regolata correttamente la pressa, la porzione della lastra di metallo con i test di tranciatura viene tagliata e inviata nuovamente alle fornaci.
Ora, può accadere che per errore la lastra di metallo con i test venga fatta retrocedere e venga quindi poi utilizzata per tranciare dei tondelli destinati alla coniazione. In questo caso la moneta che verrà coniata su quel tondello presenterà i segni più o meno marcati della tranciatura incompleta, da qui il nome “tondello con tranciatura incompleta”.

25 centesimi di dollaro canadese e 25 centesimi di peseta spagnola con tranciatura incompleta.
La seconda moneta presenta una tranciatura incompleta del foro centrale.
Siccome in numerosi casi questa tipologia di errore risulta abbinata a casi di tondelli pizzicati, ci sono certi studiosi i quali ritengono che la stessa possa avvenire anche durante il normale processo di tranciatura dei tondelli e non solo nella fase di regolazione della pressa.
Tuttavia, ad oggi non ci sono prove certe. In ogni caso, si tratta di errori di coniazione piuttosto rari e spesso si possono trovare sul mercato delle monete artefatte. Al riguardo, si segnala che nelle monete autentiche la tranciatura incompleta presenta le seguenti caratteristiche:
- è chiara e sottile;
- su entrambe le facce la figura della moneta non appare distorta;
- penetra sulla superficie della moneta;
- è visibile anche sul bordo;
- ha la stessa curvatura della moneta;
- è presente su entrambe le facce.
Se una supposta moneta coniata su un tondello con tranciatura incompleta non presenta queste caratteristiche è opportuno consultare un esperto per verificarne l’autenticità.
Tondello ovale o crescente
Una variante molto rara di questa tipologia di errore è il cd. tondello ovale o crescente. Come nel precedente caso, si suppone che lo stesso si verifichi nella fase di regolazione della pressa punzonatrice e sempre nell’ipotesi in cui la lastra con i test di tranciatura venga fatta retrocedere e che quindi venga poi utilizzata per tranciare dei tondelli destinati alla coniazione. Ora, se la pressa punzonatrice trancia la lastra a cavallo di due precedenti tracce di tranciatura si può formare:
- un tondello con due tracce di tranciatura incompleta; ovvero
- un tondello con la forma ovale ed un tondello con la forma crescente, soprattutto nel caso in cui la prima tranciatura era particolarmente profonda.
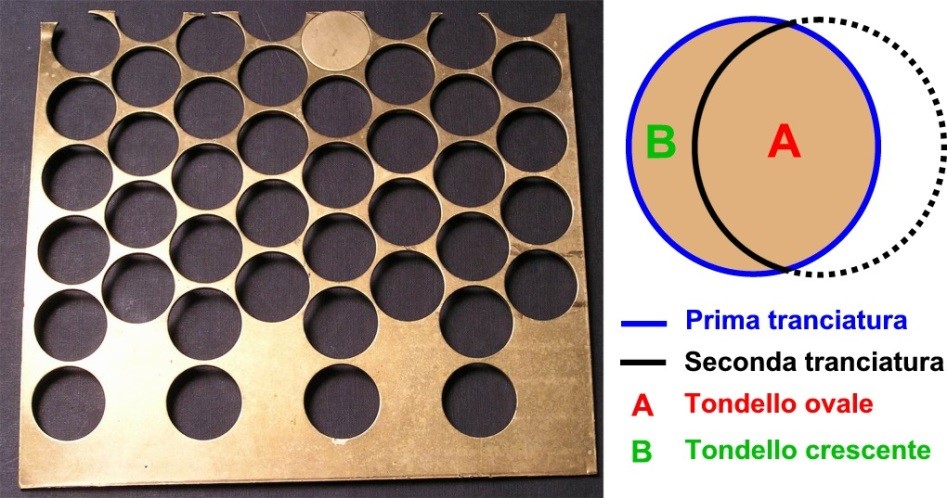 Un’ulteriore teoria, forse più accreditata, ipotizza che questa tipologia di errore possa verificarsi quando un tondello appena tranciato non viene separato dalla lastra di metallo e rimane dentro il foro da cui è stato ricavato (vedi figura qui sopra).
Un’ulteriore teoria, forse più accreditata, ipotizza che questa tipologia di errore possa verificarsi quando un tondello appena tranciato non viene separato dalla lastra di metallo e rimane dentro il foro da cui è stato ricavato (vedi figura qui sopra).
Se poi la pressa punzonatrice per qualsiasi motivo si inceppa ed avanza più lentamente, può accadere che quel tondello venga tranciato nuovamente creando quindi un tondello ovale ed un tondello crescente.
Se il tondello ovale viene coniato all’interno della virola, può riportare (solo) in un lato l’eventuale godronatura o legenda del contorno. E’ inoltre importante sottolineare che questa tipologia di errore presenta alcune delle caratteristiche dei tondelli tranciati ed in particolare il bordo interno rientrante e l’espansione del metallo nella zona priva di bordo.

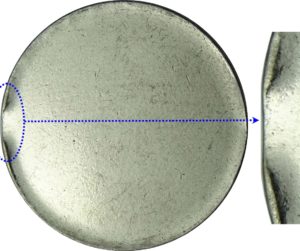
10 lire Ulivo con tondello ovale
Qui sopra è possibile apprezzare una rara moneta da 10 lire ulivo (anno ignoto) coniata su un tondello ovale. Si noti la forma leggermente deformata della curvatura senza bordo causata dall’espansione del metallo per effetto della pressione esercitata dai due conî e si noti anche la parte terminale del bordo leggermente rientrante, tipica di questa tipologia di errori. Inoltre, la moneta presenta il contorno liscio lungo il bordo il rilievo e il contorno con legenda in incuso lungo il bordo “piatto”.

Un’ulteriore elemento che caratterizza questi errori è il fatto che, essendo parzialmente tranciato, il tondello oppone meno resistenza ai coni e questo determina una maggiore forza di battitura. Ciò comporta che nella zona periferica del tondello a contatto con la virola si generi un bordo rialzato sottile, tipico delle battiture forti.

1 cent canadese con tondello crescente
Infine, anche il tondello crescente può finire nell’area di battitura ed essere coniato. Come per il tondello ovale, il contorno può riportare (solo) in un lato l’eventuale godronatura o legenda. Qui sopra è riportato 1 cent canadese 1980 con tondello crescente. Per distinguerlo dal tondello pizzicato curvo, il tondello crescente deve avere una mancanza di metallo di almeno il 75%.
Ultimo aggiornamento: 30 luglio 2021
____________________
[1] Nelle monete del Regno e della Repubblica Italiana le monete con pizzicatura diritta presentano, nella maggior parte dei casi, il contorno liscio e leggermente appuntito (ovviamente solo nella zona pizzicata).
[2] Una moneta da 500 lire bimetallica con tondello centrale pizzicato è stata riportata nel numero speciale autunno della rivista Cronaca Numismatica n. 10/1999 a cura dello studioso Mario Traina.