Fabbricazione dei tondelli nel Medioevo
Una caratteristica peculiare delle zecche medioevali è costituita dal fatto che il metallo da cui venivano ricavate le monete, oltre ad essere acquistato in lingotti, veniva portato in gran parte dai privati ed in particolare si trattava di vecchie monete, gioielli, argenteria o moneta estera non accettata localmente.
 |
| Figura 34 – Vetrata di Palazzo Massimo a Roma |
Al riguardo, i saggiatori avevano il delicato compito di verificare sia la lega dei metalli portati in zecca dai privati sia, come vedremo, di controllare il processo di fusione e la qualità delle monete prodotte.
La prima fase di lavorazione del metallo era la cd. affinazione, vale a dire una serie di operazioni volte a purificare o comunque migliorare la qualità del metallo, attraverso l’eliminazione di costituenti considerate indesiderate. In altri termini, significava essenzialmente separare l’oro e l’argento dagli altri elementi, generalmente rame, e poi tra di loro.
La tecnica maggiormente utilizzata per effettuare tale separazione era la coppellazione, vale a dire un processo che sfrutta il principio secondo cui i metalli preziosi non ossidano e sono chimicamente meno reattivi della maggior parte degli altri elementi; così quando sono riscaldati a temperature elevate, i metalli preziosi rimangono separati e gli altri elementi reagiscono formando scorie o altri composti.
In particolare, la coppellazione veniva realizzata in un forno a riverbero con bacino mobile (coppella), mediante soffiaggio di aria ad alta temperatura. A tal fine, si adoperava una coppella di cenere d’ossa o di argilla porosa. Il materiale da separare, mescolato con una quantità in peso di piombo di 10-12 volte superiore, veniva riscaldato fortemente per alcune ore in una muffola ad atmosfera ossidante, entro la coppella. Il piombo e le altre impurità si ossidavano e venivano assorbite dalla coppella porosa, lasciando un globulo del metallo puro. Completata la coppellazione, il passo successivo era la separazione dell’oro dall’argento della lega rimasta. Ciò poteva avvenire in vari modi, ma di solito veniva utilizzato un trattamento a caldo con zolfo.
Il metallo puro così ottenuto veniva quindi fuso ad opera dei fonditori ed eventualmente combinato con altri metalli per conseguire la lega desiderata. I fonditori avevano un ruolo molto importante, visto che da essi dipendeva non solo la buona qualità delle leghe metalliche da cui ricavare i tondelli, ma anche il risparmio sul “calo”: un buon fonditore, infatti, poteva mettere a punto sistemi che riducessero il “calo” del metallo durante la fusione, ma è anche vero che più facilmente di altro personale i fonditori potevano appropriarsi di metallo prezioso. Da qui particolari procedure volte a ridurre i furti in zecca, come nella zecca di Venezia dove per l’accesso alla fonderia era necessaria la presenza contestuale del fonditore e dello scrivano, ciascuno con una chiave diversa[1].
Nell’alto medioevo il metallo fuso veniva gettato su una grande superficie dove si rapprendeva in una sottile lastra, che poteva essere ulteriormente assottigliata a martello; da tale lastra, venivano poi ritagliati i tondelli.
Invece, nel basso medioevo il metallo fuso veniva fatto colare in apposite forme per il raffreddamento e la solidificazione in lingotti. Quest’ultimi dovevano essere poi saggiati – sempre dal succitato saggiatore – prima di essere trasformati in tondelli.
Una volta saggiati, i lingotti venivano battuti per farne delle sottili lamine. Molto probabilmente questa operazione richiedeva diverse fasi. In primo luogo, il lingotto veniva appiattito utilizzando un piccolo martello dalla punta stretta, successivamente veniva scaldato per rendere il metallo più malleabile ed, infine, veniva ulteriormente appiattito fino allo spessore desiderato utilizzando un martello dalla testa larga. Queste lastre di metallo venivano poi tagliate a forma più o meno circolare con delle apposite cesoie. Si noti come questo procedimento è ben evidente nell’incisione di Hans Burgkmair sopra riportata.
In particolare, la procedura prevedeva che i tagliatori, con grosse cesoie, ritagliassero i dischi metallici in modo molto rozzo. Questi primi rozzi tondelli passavano agli operai incaricati di batterli a martello su un ceppo di legno per renderli dello spessore necessario; poi passavano agli affilatori, che li ritagliavano con piccole forbici per renderli più o meno circolari e del peso giusto. Il metallo di risulta caduto in seguito a questa operazione doveva essere accuratamente raccolto e conservato, dato che poteva essere facilmente sottratto. Perfino, la spazzatura della zecca era monitorata, visti tutti i piccoli frammenti e polveri di metallo prezioso che doveva contenere.
Come osservato da Sir John Craig[2], “ritagliare i tondelli a forma circolare e dell’esatto peso sembra dovesse essere l’operazione più costosa del processo di coniazione”.
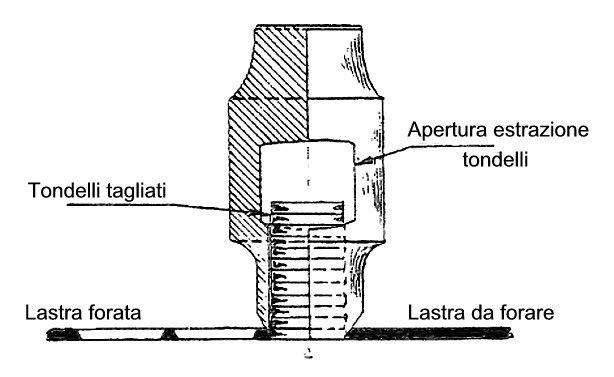 |
| Figura 35 – Fonte: D. Cooper (1988) |
Al fine di agevolare tale operazione in rare occasioni venivano usate delle fustellatrici, come quella riportata nella Figura 35 e ideata da Leonardo da Vinci, che assicuravano una certa uniformità ed un maggiore velocità di produzione. Tuttavia, ebbero scarso successo nel Medioevo ed inizieranno a diffondersi maggiormente solo nel XVII° secolo.
In alternativa, un ulteriore metodo volto a rendere più regolare la forma circolare della moneta era quello di segnare la lastra metallica con degli stampi circolari ed il tagliatore doveva semplicemente seguire con le cesoie le tracce lasciate dallo stampo.
Prima della coniazione i tondelli venivano “ricotti”, vale a dire arroventati e fatti raffreddare lentamente al fine di ammorbidire il metallo. Poi passavano all’imbiancatore che, usando tartaro[3] (feccia di vino) e sale, schiarivano e ravvivavano il colore dei tondelli[4].
Dopo questo bagno venivano lavati in acqua pulita e asciugati. Le monete a contenuto di rame che si volevano bianche, venivano sottoposte a questo trattamento, mentre quelle che si volevano nere[5], venivano scosse in una padella a setaccio sul carbone, ma senza permettere che raggiungessero l’incandescenza[6].
Al riguardo, Vannuccio Biringuccio, autore rinascimentale del trattato di metallurgia intitolato De Pirotechnia, scrisse che “alcuni principi vogliono che le monete mostrino bianche, e alcuni negre: ma quelle ch’hanno a mostrarsi bianche, fansi col mezzo del biancamento”.
Una volta tagliati, imbiancati e puliti, i tondelli venivano controllati per verificare la loro forma e che il loro peso rientrasse nei limiti di tolleranza prestabiliti. Quelli troppo pesanti potevano essere tosati, mentre quelli troppo leggeri dovevano essere tagliati a metà per essere nuovamente fusi. Ultimate anche queste operazioni, i tondelli passavano alla fase della battitura.
____________________
[1] Lucia Travaini, Zecche e monete, in Il Rinascimento italiano e l’Europa, vol. III, Produzione e tecniche, a cura di Ph. Braustein e L. Molà, Fondazione Cassamarca, Treviso, Angelo Colla Editore, pag. 496.
[2] Sir John Craig, The Mint. A history of the London Mint from A.D. 287 to 1948, Cambridge, 1953.
[3] Il tartaro è descritto da Pegolotti nel seguente modo: “tartaro si è gromma di botte che si fa di vino, e quando la botte à tenuto migliore vino tanto è migliore tartaro” (Cfr. Francesco Balducci Pegolotti, La pratica della mercatura, Mediaeval Academy of America, 1936)
[4] Lucia Travaini, L’arte di batter moneta, in Storia e Dossier, Anno II, 1987, n.6, pagg. 22-25.
[5] Con l’espressione “moneta nera” ci si riferiva al naturale colore del rame brunito che il tondello di bassa lega presentava quando era semplicemente ritagliato dalla lastra e ricotto, senza ulteriori trattamenti.
[6] Alan M. Stahl, La Zecca di Venezia nell’età medioevale, Il Veltro Editrice, 2008, pag. 532.