Fabbricazione dei tondelli nell'epoca pre-industriale
Nell’epoca pre-industriale, la fabbricazione dei lingotti di metallo utilizzati per ottenere i tondelli è rimasta sostanzialmente inalterata e non si registrano rilevanti innovazioni rispetto alla tecnica impiegata nel basso Medioevo. Inoltre, queste tecniche erano sostanzialmente uniformi nei principali Stati europei.
Al riguardo, è tuttavia interessante segnalare due disegni relativi al processo di coniazione e riportati nell’Encyclopédie di Diderot e D’Alembert i quali raffigurano le fornaci per la fusione del metallo (cfr. Figura 52). Come si può notare, venivano utilizzate diverse tipologie di fornaci a seconda del metallo e solitamente la fornace utilizzata per fondere l’oro era più piccola di quella dedicata all’argento o al rame. In certi casi, come abbiamo già visto nel capitolo precedente, questa separazione rifletteva anche una più generale divisione amministrativa e fisica dei due impianti per l’oro e per l’argento (e successivamente anche per il rame) all’interno della medesima zecca. A titolo esemplificativo, a Firenze e Venezia il reparto dell’oro e dell’argento erano ubicati nello stesso edificio, ma in ambienti ben distinti e con amministrazioni separate, con magistrati, personale e cicli operativi diversi e paralleli[1].
A partire dal XVI° secolo, per lo stesso metallo, furono introdotte una serie di due o più fornaci, di cui una aveva solitamente un forno di pre-riscaldamento nel quale il metallo veniva riscaldato in attesa di passare all’altro forno per essere poi fuso.
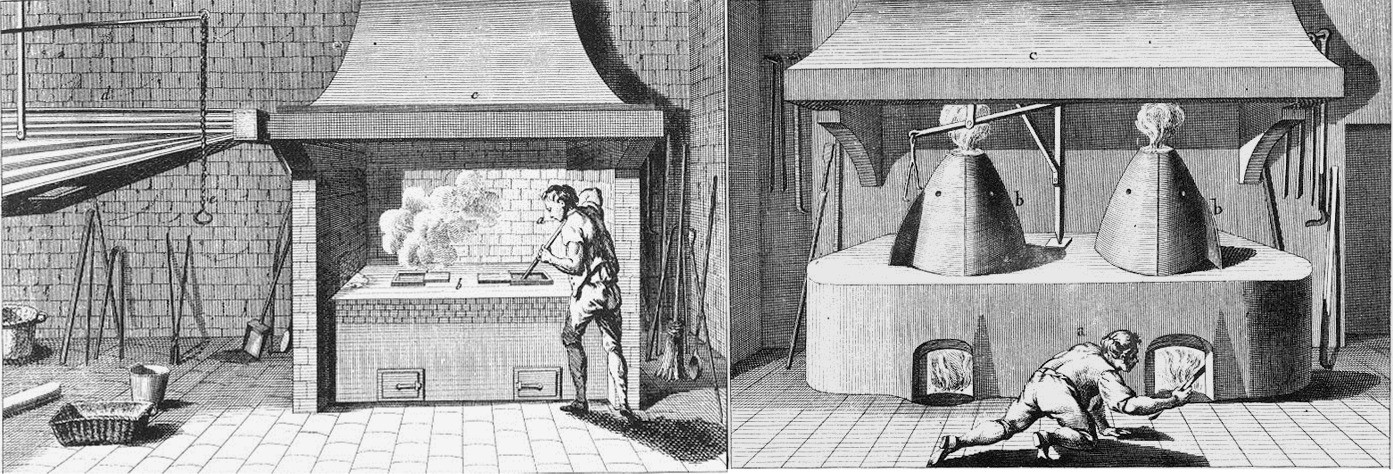 |
| Figura 52 – Fornaci per la fusione dell’oro (sinistra) e dell’argento (destra) – Fonte: Diderot-D’Alembert (1771) |
Il fuoco veniva alimentato con del carbone e ravvivato con dei mantici che soffiavano aria. Inizialmente i mantici venivano azionati manualmente e successivamente dalla forza animale o idraulica. Il metallo veniva fuso in crogioli fatti di argilla per l’oro e di ferro per l’argento ed il rame.
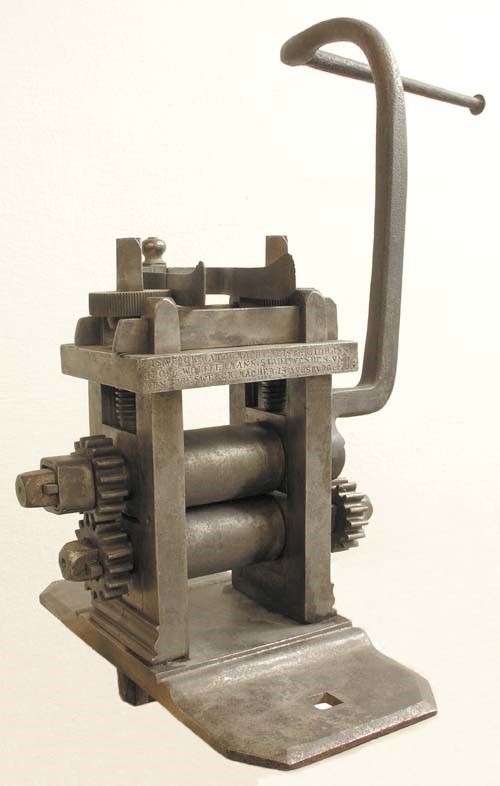 |
| Figura 53 – Laminatrice manuale. Fonte: segoviamint.org |
E’ interessante notare nel disegno di Diderot e D’Alembert la presenza di un coperchio sopra i crogioli utilizzati per fondere l’oro che aveva la funzione di evitare l’evaporazione e di una pinza sospesa sopra i crogioli utilizzati per fondere l’argento che aveva la funzione di sollevarli per poi riversare il metallo liquefatto negli stampi dei lingotti.
Se da un lato la produzione dei lingotti rimase sostanzialmente immutata rispetto al basso Medioevo, dall’altro nella prima metà del Cinquecento alcune importanti innovazioni cominciano a filtrare nelle zecche europee con riferimento alla lavorazione delle barre di metallo e al ritaglio dei tondelli.
Infatti, come testimoniano anche le parole di Leonardo, una delle principali esigenze che si iniziava a sentire nel Rinascimento era quella di produrre dei tondelli sempre più piatti, circolari e di peso uniforme. Ogni irregolarità del loro spessore avrebbe potuto comportare eventuali alterazioni di peso e, anche se non erano facili da “tosare”, era pur sempre possibile sottrar loro rilevanti quantità di metallo limandone il taglio. Al fine di soddisfare questa esigenza, furono quindi inventati due macchinari: le macchine laminatrici a rulli, le macchine trafilatrici ed il torchio da taglio.
Il funzionamento delle macchine laminatrici a rulli era abbastanza semplice: il metallo veniva fuso in barre e le stesse venivano poi fatte passare più volte tra due rulli compressori, finché non si otteneva lo spessore desiderato. Dopo uno o due passaggi sotto i rulli, il metallo si induriva ed era quindi necessario ricuocerlo per proseguire la laminazione con minor sforzo e senza fessurare la lamina.
Naturalmente, il laminatoio richiedeva molta energia e, sebbene ci siano degli esemplari azionati a mano, le zecche più grandi ricorrevano all’energia idraulica o animale. Nel primo caso l’energia veniva trasmessa direttamente da una ruota a pale, mossa dall’acqua, ai rulli compressori, nel secondo caso attraverso un sistema di ingranaggi collegato ad un argano. Un bellissimo esempio di laminatoio azionato con la forza animale è raffigurato nell’Encyclopédie di Diderot e D’Alembert. L’utilizzo dei laminatoi manuali era solitamente dedicato ai metalli teneri come l’oro o il piombo.
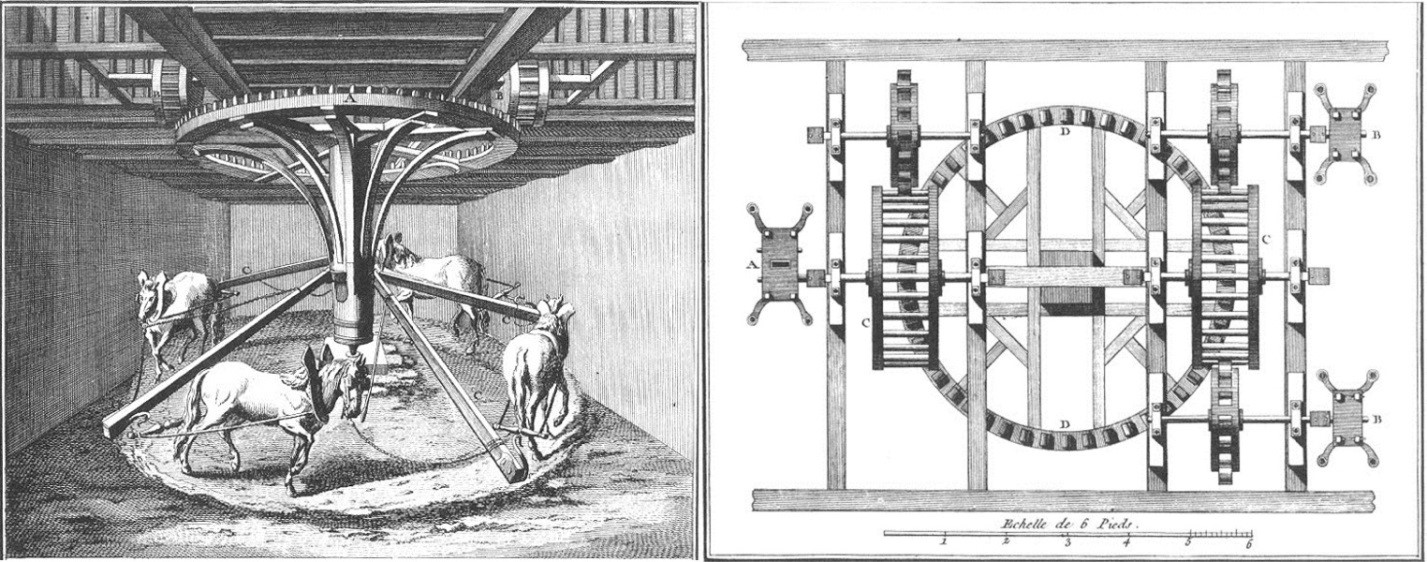 |
| Figura 54 – Laminatoio azionato con la forza animale. Fonte: Diderot-D’Alembert (1771) |
Come testimoniato da Hocking[2], mulini ad acqua e mulini azionati con la forza animale (da cavalli) sono stati impiegati anche presso la zecca inglese nel XVII° secolo, oltre che nella zecca di Hall e nella zecca di Segovia. Peraltro, anche in Italia se ne faceva ampio uso. A titolo esemplificativo, a Roma veniva impiegata la forza idraulica, a Firenze la forza animale e a Venezia venne usata una grande ruota di legno all’interno della quale camminavano due uomini facendola ruotare.
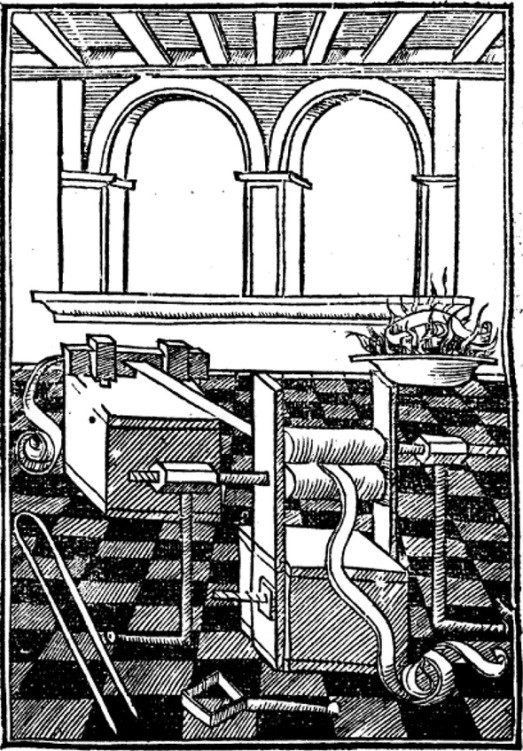
Nella Figura 55 si può invece apprezzare una macchina laminatrice a rulli del XVI° secolo raffigurata nel libro di Pantheus intitolato “Voarchadumia contra Alchimiam” del 1550 in cui si può osservare la coppia di rulli che tira e schiaccia una lunga lastra di metallo che passa per una fessura al fine di uniformarne spessore e ampiezza. A destra si può anche notare un braciere con il quale veniva effettuata l’operazione di ricottura, necessaria per ammorbidire il metallo prima di ogni passaggio.
 |
 |
| Figura 55 – Fonte: Pantheus (1550) | Figura 56 |
Le macchine laminatrici a rulli si diffusero verso la seconda metà del XVI° secolo e la prima di cui si dispone della documentazione è quella impiegata nella zecca di Parigi (Monnaie du Moulin) nel 1550. Fu una delle macchine importate in Francia dopo le visite fatte presso Max Schwab ad Augusta in Germania. Questa macchina era azionata con la forza idraulica ed era in grado di produrre delle lastre di metallo dello spessore desiderato. I rulli del laminatoio potevano essere azionati uno indipendentemente dall’altro oppure solo uno dei due rulli veniva azionato e poi trasmetteva il moto all’altro tramite una coppia ingranaggi. Il primo sistema era più efficiente perché consentiva di esercitare una maggiore forza di compressione sulle lamine, ma presentava l’inconveniente di ottenere talvolta uno spessore non regolare. Ciononostante lo stesso si impose sul secondo, anche perché col tempo gli ingranaggi si usuravano rendendo irregolare il movimento del cilindro passivo e quindi lo spessore della lastra.
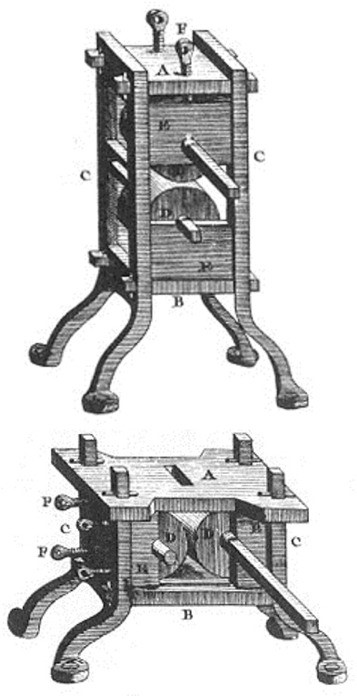
Le macchine laminatrici a rulli divennero molto comuni e il loro design era tutto sommato abbastanza uniforme nei vari Paesi, anche se – come raffigurato nell’Encyclopédie di Diderot e D’Alembert (cfr. Figura 56) – esistevano due versioni: una ad alimentazione orizzontale (maggiormente diffusa) e una ad alimentazione verticale (più rara).
Sebbene molto pratiche e facili da usare, le macchine laminatrici a rulli avevano un punto debole: all’epoca non c’erano degli strumenti che consentissero di regolare in modo accurato la loro posizione rispetto alla barra di metallo e questo portava alla produzione di lastre con uno spessore non sempre uniforme.
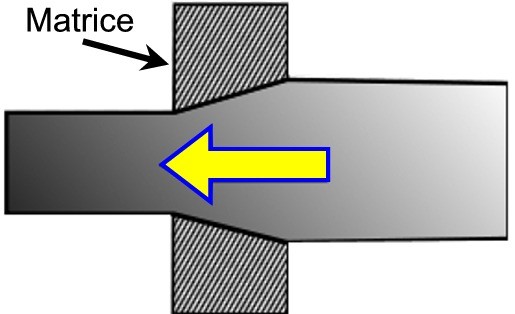
Per cercare di superare questo problema furono inventate le macchine trafilatrici. Infatti, la trafilatrice veniva utilizzata per correggere e perfezionare le lastre di metallo mal riuscite a seguito dell’operazione di laminatura. La trafilatrice è una macchina costituita da una lunga barra di ferro montata su un banco di legno e provvista all’estremità di una piastra o matrice dotata di una fessura di dimensioni corrispondenti allo spessore della lastra di metallo desiderata.
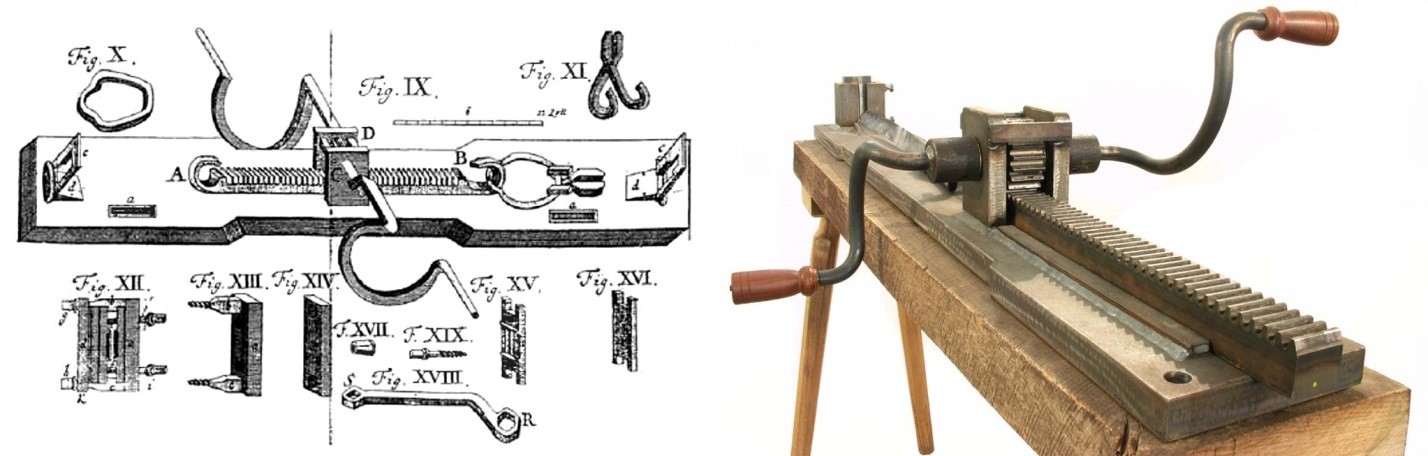 |
| Figura 57 – Trafilatrice di Clausthal (sinistra) e trafilatrice di Stolberg (destra). Fonte: Cooper (1988) e segoviamint.org |
In particolare, la fessura ha un diametro progressivamente decrescente fino ad arrivare alle dimensioni volute. La riduzione dello spessore della lastra avviene mantenendo inalterato il suo volume, quindi senza l’asportazione di materiale; con la riduzione diametrale si verifica quindi l’incremento della sua lunghezza.
L’estremità della lastra viene dapprima assottigliata a colpi di martello per poter passare dentro la fessura e questa porzione sottile viene agganciata ad un argano per poterla mettere in tensione. Successivamente la lastra viene forzata dentro la matrice da un dispositivo di trazione che scorre lungo una rotaia attraverso una serie di ingranaggi mossi da una manovella. Certe volte, al fine di raggiungere lo spessore desiderato, la lastra doveva passare più volte dentro la matrice con fessure sempre più strette e per evitare possibili fratture o rotture la lastra veniva riscaldata e oliata. Solitamente l’estremità iniziale martellata veniva scartata e rifusa.
 Sempre con riferimento alle macchine trafilatrici, il Beringuccio nel suo De Pirotechnia ci fornisce un’interessante descrizione di questi prototipi di macchine: “Alcuni […] per non far schiacciare il quadrelli alli stempanini fan tirare con uno arganetto, le verghe di tale argento overo d’oro et passare le fanno per trafila et le conducano a una certa larghezza che ritagliate, et dipoi spianate et ritonde vengano quasi a ponto al peso, et sol ha fadiga l’overiere a rincalcarli et finire di spianarli, et tanto mancho anchora l’overiere et l’agiustatore ha fadiga quanto si taglia la verga con una stampa tonda, la quale li conduce quasi al giusto con un sol taglio”[3].
Sempre con riferimento alle macchine trafilatrici, il Beringuccio nel suo De Pirotechnia ci fornisce un’interessante descrizione di questi prototipi di macchine: “Alcuni […] per non far schiacciare il quadrelli alli stempanini fan tirare con uno arganetto, le verghe di tale argento overo d’oro et passare le fanno per trafila et le conducano a una certa larghezza che ritagliate, et dipoi spianate et ritonde vengano quasi a ponto al peso, et sol ha fadiga l’overiere a rincalcarli et finire di spianarli, et tanto mancho anchora l’overiere et l’agiustatore ha fadiga quanto si taglia la verga con una stampa tonda, la quale li conduce quasi al giusto con un sol taglio”[3].
Una volta ottenute le sottili lastre di metallo, le stesse venivano “ricotte” e poi forate da un torchio da taglio, o anche detto fustellatrice, per ottenere i tondelli. Il torchio da taglio era una macchina munita di un punzone cilindrico – ovviamente senza incisioni – che veniva forzato contro la lastra, appoggiata ad una base di ferro dotata di un foro, poco più largo del punzone. Per le monete più sottili bastava una semplice leva per forare la lastra metallica, mentre per le monete più spesse occorreva impiegare un torchio a vite simile a quello adibito per la coniazione.
Come abbiamo visto, già Leonardo da Vinci aveva sperimentato degli strumenti per tagliare i tondelli pressoché circolari e pare che fin dal 1528 la zecca di Venezia impiegasse delle macchine fustellatrici a tale scopo.
 |
| Figura 58 – Fustellatrice manuale. Fonte: segoviamint.org |
“Osservando i tipi di tondelli per i quali tali congegni vennero inizialmente utilizzati notiamo che tra la metà del XVI e la metà del XVII secolo le monete di spessore superiore al millimetro, come i testoni, sono tagliate ancora con lo scalpello mentre molte di quelle più sottili, oltre la quasi perfetta circolarità, rilevano spesso lievi mancanze di metallo sul bordo a forma di arco di cerchio, indizio che il tondello proveniva da una lastra dalla quale era stato già staccato un dischetto. Infatti, operando con la fustella, era inevitabile che talvolta si andassero ad intaccare porzioni di lastra interessate da un precedente distacco come mostrano chiaramente i tondelli di numerosi quattrini e mezzi baiocchi di rame della seconda metà del XVII e XVIII secolo.
Più tardi, con il perfezionamento dei levismi, che poterono dare al congegno una maggiore potenza, ed il miglioramento degli acciai delle lame, si riuscì ad ottenere anche pezzi di grande modulo come le piastre d’argento”[4]. Peraltro, questo breve passaggio del libro del Finetti fornisce una chiara descrizione di un errore di coniazione che avviene ancora oggi: i tondelli pizzicati (cfr. par. 2.T.4.).
Alla fine del XVII° secolo e agli inizi del XVIII° secolo queste macchine cominciarono ad aumentare di dimensioni e a produrre tondelli sempre di maggior diametro. Inoltre, ispirandosi al principio fisico dei bilancieri, cominciarono ad assumerne anche la forma. Si veda ad esempio il torchio da taglio riportato nella Figura 59.
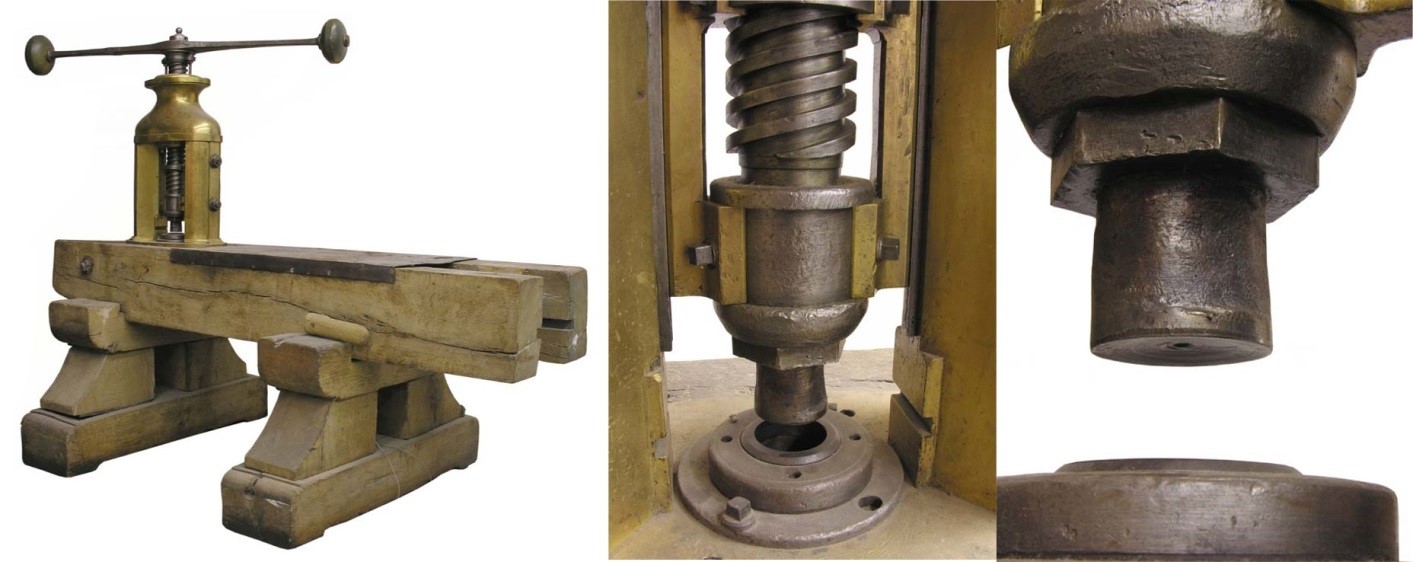 |
| Figura 59 – Torchio da taglio per tondelli di grosso modulo. Fonte: Badisches Landesmuseum di Karlsruhe |
Una volta tagliati, i tondelli venivano riscaldati in normali forni a riverbero al fine di “ammorbidire” il metallo e renderlo più malleabile (cd. ricottura). I tondelli d’oro e d’argento venivano normalmente messi dentro ad un contenitore di ferro dotato di coperchio e ricoperti di argilla per minimizzare il processo di ossidazione. Una volta riscaldato a sufficienza, il contenitore veniva estratto dal forno e messo a raffreddare.
Terminata questa fase, i tondelli venivano quindi puliti attraverso un’operazione di imbiancamento che consisteva nell’immergerli in una soluzione di tartaro e acqua con un po’ di acido solforico
A questo punto i tondelli erano pronti per essere battuti, anche se talvolta, come abbiamo visto, si procedeva prima a marcarne il contorno. In certi casi, la marcatura del contorno poteva avvenire anche immediatamente prima dell’operazione di ricottura.
____________________
[1] Lucia Travaini, Zecche e monete, in Il Rinascimento italiano e l’Europa, vol. III, Produzione e tecniche, a cura di Ph. Braustein e L. Molà, Fondazione Cassamarca, Treviso, Angelo Colla Editore, pag. 488.
[2] W.J. Hocking, Simon’s dies in the Royal Mint Museum, with some notes on the early history of coinage by machinery, The Numismatic Chronicle, n. 9, 1909, pag. 78.
[3] Vannuccio Biringuccio, De la Pirotechnia, Venezia, 1540, p. 133.
[4] Angelo Finetti, Numismatica e tecnologia, NIS, 1987, pag. 35.